

ਜਦੋਂ ਤੁਹਾਡੇ ਮਕੈਨੀਕਲ ਸਿਸਟਮਾਂ ਦੀ ਕੁਸ਼ਲਤਾ ਅਤੇ ਲੰਬੀ ਉਮਰ ਨੂੰ ਵੱਧ ਤੋਂ ਵੱਧ ਕਰਨ ਦੀ ਗੱਲ ਆਉਂਦੀ ਹੈ, ਤਾਂ ਚੇਨ ਸਪਰੋਕੇਟਸ ਦੀ ਚੋਣ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦੀ ਹੈ। ਆਓ ਸਮੱਗਰੀ, ਮਾਪ, ਢਾਂਚਿਆਂ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਦੇ ਜ਼ਰੂਰੀ ਪਹਿਲੂਆਂ ਵਿੱਚ ਡੁਬਕੀ ਮਾਰੀਏ ਜੋ ਤੁਹਾਡੇ ਕਾਰਜਾਂ ਨੂੰ ਨਵੀਆਂ ਉਚਾਈਆਂ ਤੱਕ ਲੈ ਜਾਣਗੇ।
ਸਮੱਗਰੀ ਦੀ ਚੋਣ: ਜਦੋਂ ਤੁਹਾਡੇ ਮਕੈਨੀਕਲ ਸਿਸਟਮਾਂ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਉਣ ਦੀ ਗੱਲ ਆਉਂਦੀ ਹੈ, ਤਾਂ ਚੇਨ ਸਪ੍ਰੋਕੇਟ ਸਮੱਗਰੀ ਦੀ ਚੋਣ ਬਹੁਤ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦੀ ਹੈ। ਤੁਸੀਂ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣਾ ਚਾਹੁੰਦੇ ਹੋ ਕਿ ਤੁਹਾਡੇ ਸਪ੍ਰੋਕੇਟਾਂ ਦੇ ਦੰਦਾਂ ਵਿੱਚ ਕਾਫ਼ੀ ਸੰਪਰਕ ਥਕਾਵਟ ਤਾਕਤ ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਹੋਵੇ। ਇਸ ਲਈ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲਾ ਕਾਰਬਨ ਸਟੀਲ, ਜਿਵੇਂ ਕਿ 45 ਸਟੀਲ, ਅਕਸਰ ਪਸੰਦੀਦਾ ਵਿਕਲਪ ਹੁੰਦਾ ਹੈ। ਉਨ੍ਹਾਂ ਮਹੱਤਵਪੂਰਨ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ, ਵਧੇ ਹੋਏ ਪ੍ਰਦਰਸ਼ਨ ਲਈ 40Cr ਜਾਂ 35SiMn ਵਰਗੇ ਅਲੌਏ ਸਟੀਲ ਵਿੱਚ ਅਪਗ੍ਰੇਡ ਕਰਨ ਬਾਰੇ ਵਿਚਾਰ ਕਰੋ।
ਜ਼ਿਆਦਾਤਰ ਸਪਰੋਕੇਟ ਦੰਦ 40 ਤੋਂ 60 HRC ਦੀ ਸਤ੍ਹਾ ਦੀ ਕਠੋਰਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਗਰਮੀ ਦੇ ਇਲਾਜ ਵਿੱਚੋਂ ਗੁਜ਼ਰਦੇ ਹਨ, ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹਨ ਕਿ ਉਹ ਓਪਰੇਸ਼ਨ ਦੀਆਂ ਸਖ਼ਤੀਆਂ ਦਾ ਸਾਮ੍ਹਣਾ ਕਰ ਸਕਣ। ਇਹ ਧਿਆਨ ਦੇਣਾ ਮਹੱਤਵਪੂਰਨ ਹੈ ਕਿ ਛੋਟੇ ਸਪਰੋਕੇਟ ਆਪਣੇ ਵੱਡੇ ਹਮਰੁਤਬਾ ਨਾਲੋਂ ਜ਼ਿਆਦਾ ਵਾਰ ਜੁੜੇ ਰਹਿੰਦੇ ਹਨ ਅਤੇ ਜ਼ਿਆਦਾ ਪ੍ਰਭਾਵ ਦਾ ਸਾਹਮਣਾ ਕਰਦੇ ਹਨ। ਇਸ ਲਈ, ਛੋਟੇ ਸਪਰੋਕੇਟ ਲਈ ਵਰਤੀ ਜਾਣ ਵਾਲੀ ਸਮੱਗਰੀ ਵੱਡੇ ਸਪਰੋਕੇਟ ਲਈ ਵਰਤੀਆਂ ਜਾਣ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਨਾਲੋਂ ਉੱਤਮ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਉਹਨਾਂ ਸਪਰੋਕੇਟਾਂ ਲਈ ਜਿਨ੍ਹਾਂ ਨੂੰ ਝਟਕਿਆਂ ਦੇ ਭਾਰ ਨੂੰ ਸਹਿਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਘੱਟ-ਕਾਰਬਨ ਸਟੀਲ ਇੱਕ ਵਧੀਆ ਵਿਕਲਪ ਹੈ। ਦੂਜੇ ਪਾਸੇ, ਕਾਸਟ ਸਟੀਲ ਉਹਨਾਂ ਸਪਰੋਕੇਟਾਂ ਲਈ ਆਦਰਸ਼ ਹੈ ਜੋ ਘਿਸਣ ਦਾ ਅਨੁਭਵ ਕਰਦੇ ਹਨ ਪਰ ਗੰਭੀਰ ਪ੍ਰਭਾਵ ਵਾਲੇ ਵਾਈਬ੍ਰੇਸ਼ਨਾਂ ਦਾ ਸਾਹਮਣਾ ਨਹੀਂ ਕਰਦੇ। ਜੇਕਰ ਤੁਹਾਡੀ ਐਪਲੀਕੇਸ਼ਨ ਉੱਚ ਤਾਕਤ ਅਤੇ ਘਿਸਣ ਪ੍ਰਤੀਰੋਧ ਦੀ ਮੰਗ ਕਰਦੀ ਹੈ, ਤਾਂ ਮਿਸ਼ਰਤ ਸਟੀਲ ਜਾਣ ਦਾ ਰਸਤਾ ਹੈ।
ਆਪਣੇ ਚੇਨ ਸਪ੍ਰੋਕੇਟਾਂ ਲਈ ਸਹੀ ਸਮੱਗਰੀ ਵਿੱਚ ਨਿਵੇਸ਼ ਕਰਨ ਨਾਲ ਨਾ ਸਿਰਫ਼ ਉਹਨਾਂ ਦੀ ਲੰਬੀ ਉਮਰ ਵਧਦੀ ਹੈ ਬਲਕਿ ਤੁਹਾਡੇ ਮਕੈਨੀਕਲ ਸਿਸਟਮਾਂ ਦੀ ਸਮੁੱਚੀ ਕੁਸ਼ਲਤਾ ਵੀ ਵਧਦੀ ਹੈ। ਗੁਣਵੱਤਾ ਨਾਲ ਸਮਝੌਤਾ ਨਾ ਕਰੋ—ਸਿਆਣਪ ਨਾਲ ਚੁਣੋ ਅਤੇ ਆਪਣੇ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਵਧਦੇ ਹੋਏ ਦੇਖੋ!
ਮੁੱਖ ਮਾਪ ਅਤੇ ਢਾਂਚਾਗਤ ਚੋਣਾਂ
ਆਪਣੇ ਸਪਰੋਕੇਟਸ ਦੇ ਪ੍ਰਾਇਮਰੀ ਮਾਪਾਂ ਨੂੰ ਸਮਝਣਾ ਸਰਵੋਤਮ ਪ੍ਰਦਰਸ਼ਨ ਲਈ ਜ਼ਰੂਰੀ ਹੈ। ਮੁੱਖ ਮਾਪਾਂ ਵਿੱਚ ਦੰਦਾਂ ਦੀ ਗਿਣਤੀ, ਪਿੱਚ ਸਰਕਲ ਵਿਆਸ, ਬਾਹਰੀ ਵਿਆਸ, ਜੜ੍ਹ ਵਿਆਸ, ਪਿੱਚ ਬਹੁਭੁਜ ਤੋਂ ਉੱਪਰ ਦੰਦਾਂ ਦੀ ਉਚਾਈ, ਅਤੇ ਦੰਦਾਂ ਦੀ ਚੌੜਾਈ ਸ਼ਾਮਲ ਹਨ। ਪਿੱਚ ਸਰਕਲ ਉਹ ਚੱਕਰ ਹੈ ਜਿਸ 'ਤੇ ਚੇਨ ਪਿੰਨਾਂ ਦਾ ਕੇਂਦਰ ਹੁੰਦਾ ਹੈ, ਜਿਸਨੂੰ ਚੇਨ ਪਿੱਚ ਦੁਆਰਾ ਬਰਾਬਰ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ।ਜਿਵੇਂ ਕਿ ਹੇਠਾਂ ਦਿਖਾਇਆ ਗਿਆ ਹੈ:
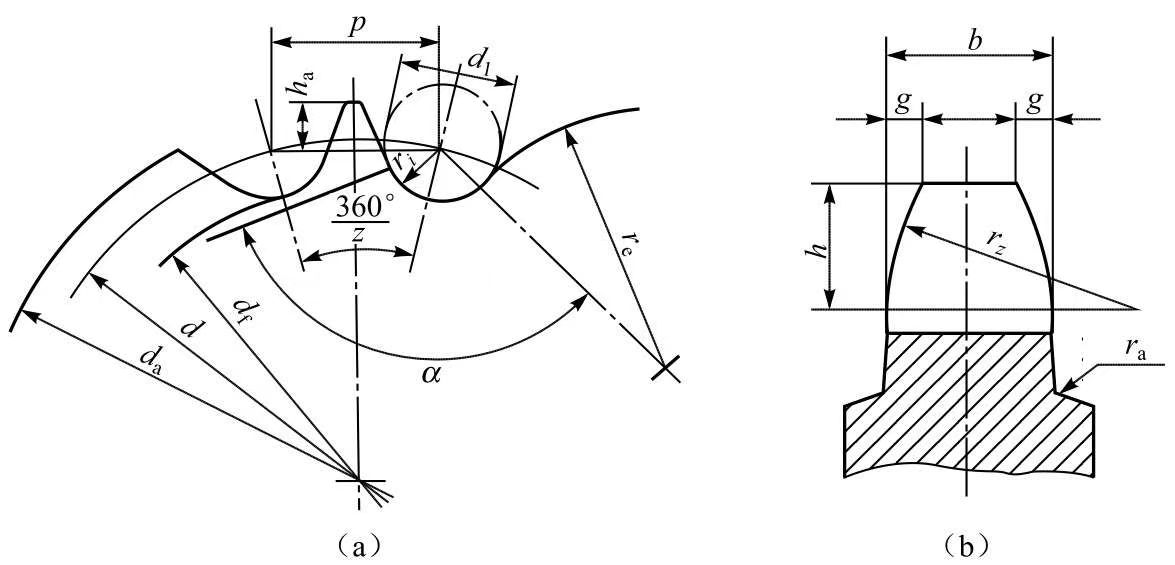
ਸਪ੍ਰੋਕੇਟ ਵੱਖ-ਵੱਖ ਢਾਂਚਾਗਤ ਰੂਪਾਂ ਵਿੱਚ ਆਉਂਦੇ ਹਨ, ਜਿਸ ਵਿੱਚ ਠੋਸ, ਛੇਦਿਤ, ਵੈਲਡਿਡ ਅਤੇ ਅਸੈਂਬਲਡ ਕਿਸਮਾਂ ਸ਼ਾਮਲ ਹਨ। ਆਕਾਰ 'ਤੇ ਨਿਰਭਰ ਕਰਦਿਆਂ, ਤੁਸੀਂ ਢੁਕਵੀਂ ਬਣਤਰ ਚੁਣ ਸਕਦੇ ਹੋ: ਛੋਟੇ ਵਿਆਸ ਦੇ ਸਪ੍ਰੋਕੇਟ ਠੋਸ ਹੋ ਸਕਦੇ ਹਨ, ਦਰਮਿਆਨੇ ਵਿਆਸ ਦੇ ਸਪ੍ਰੋਕੇਟ ਅਕਸਰ ਇੱਕ ਛੇਦਿਤ ਡਿਜ਼ਾਈਨ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ, ਅਤੇ ਵੱਡੇ ਵਿਆਸ ਦੇ ਸਪ੍ਰੋਕੇਟ ਆਮ ਤੌਰ 'ਤੇ ਦੰਦਾਂ ਦੀ ਰਿੰਗ ਅਤੇ ਕੋਰ ਲਈ ਵੱਖ-ਵੱਖ ਸਮੱਗਰੀਆਂ ਨੂੰ ਜੋੜਦੇ ਹਨ, ਜੋ ਵੈਲਡਿੰਗ ਜਾਂ ਬੋਲਟਿੰਗ ਰਾਹੀਂ ਜੁੜੇ ਹੁੰਦੇ ਹਨ। ਖਾਸ ਉਦਾਹਰਣਾਂ ਲਈ, ਗੁੱਡਵਿਲ ਦੀ ਜਾਂਚ ਕਰੋ।ਸਪਰੋਕੇਟਕੈਟਾਲਾਗ.
ਦੰਦ ਡਿਜ਼ਾਈਨ: ਕੁਸ਼ਲਤਾ ਦਾ ਦਿਲ
ਇੱਕ ਸਪਰੋਕੇਟ 'ਤੇ ਦੰਦਾਂ ਦੀ ਗਿਣਤੀ ਸੰਚਾਰ ਨਿਰਵਿਘਨਤਾ ਅਤੇ ਸਮੁੱਚੀ ਉਮਰ ਨੂੰ ਮਹੱਤਵਪੂਰਨ ਤੌਰ 'ਤੇ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ। ਦੰਦਾਂ ਦੀ ਢੁਕਵੀਂ ਗਿਣਤੀ ਚੁਣਨਾ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ - ਬਹੁਤ ਜ਼ਿਆਦਾ ਨਹੀਂ ਅਤੇ ਬਹੁਤ ਘੱਟ ਵੀ ਨਹੀਂ। ਦੰਦਾਂ ਦੀ ਬਹੁਤ ਜ਼ਿਆਦਾ ਗਿਣਤੀ ਚੇਨ ਦੀ ਉਮਰ ਨੂੰ ਘਟਾ ਸਕਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਬਹੁਤ ਘੱਟ ਦੰਦ ਅਸਮਾਨਤਾ ਅਤੇ ਵਧੇ ਹੋਏ ਗਤੀਸ਼ੀਲ ਭਾਰ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦੇ ਹਨ। ਇਹਨਾਂ ਮੁੱਦਿਆਂ ਨੂੰ ਘਟਾਉਣ ਲਈ, ਛੋਟੇ ਸਪਰੋਕੇਟਾਂ 'ਤੇ ਦੰਦਾਂ ਦੀ ਘੱਟੋ-ਘੱਟ ਗਿਣਤੀ ਨੂੰ ਸੀਮਤ ਕਰਨ ਦੀ ਸਲਾਹ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਆਮ ਤੌਰ 'ਤੇ Zmin ≥ 9 'ਤੇ ਸੈੱਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਛੋਟੇ ਸਪਰੋਕੇਟਾਂ (Z1) 'ਤੇ ਦੰਦਾਂ ਦੀ ਗਿਣਤੀ ਚੇਨ ਸਪੀਡ ਦੇ ਆਧਾਰ 'ਤੇ ਚੁਣੀ ਜਾ ਸਕਦੀ ਹੈ, ਅਤੇ ਫਿਰ ਵੱਡੇ ਸਪਰੋਕੇਟ (Z2) 'ਤੇ ਦੰਦਾਂ ਦੀ ਗਿਣਤੀ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਅਨੁਪਾਤ (Z2 = iZ) ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। ਸਮਾਨ ਪਹਿਨਣ ਲਈ, ਸਪਰੋਕੇਟ ਦੰਦ ਆਮ ਤੌਰ 'ਤੇ ਇੱਕ ਅਜੀਬ ਸੰਖਿਆ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ।

ਅਨੁਕੂਲ ਚੇਨ ਡਰਾਈਵ ਲੇਆਉਟ
ਤੁਹਾਡੀ ਚੇਨ ਡਰਾਈਵ ਦਾ ਲੇਆਉਟ ਓਨਾ ਹੀ ਮਹੱਤਵਪੂਰਨ ਹੈ ਜਿੰਨਾ ਕਿ ਇਸਦੇ ਹਿੱਸੇ ਖੁਦ। ਚੇਨ ਡਰਾਈਵ ਦਾ ਆਮ ਲੇਆਉਟ ਹੇਠਾਂ ਦਿਖਾਇਆ ਗਿਆ ਹੈ।
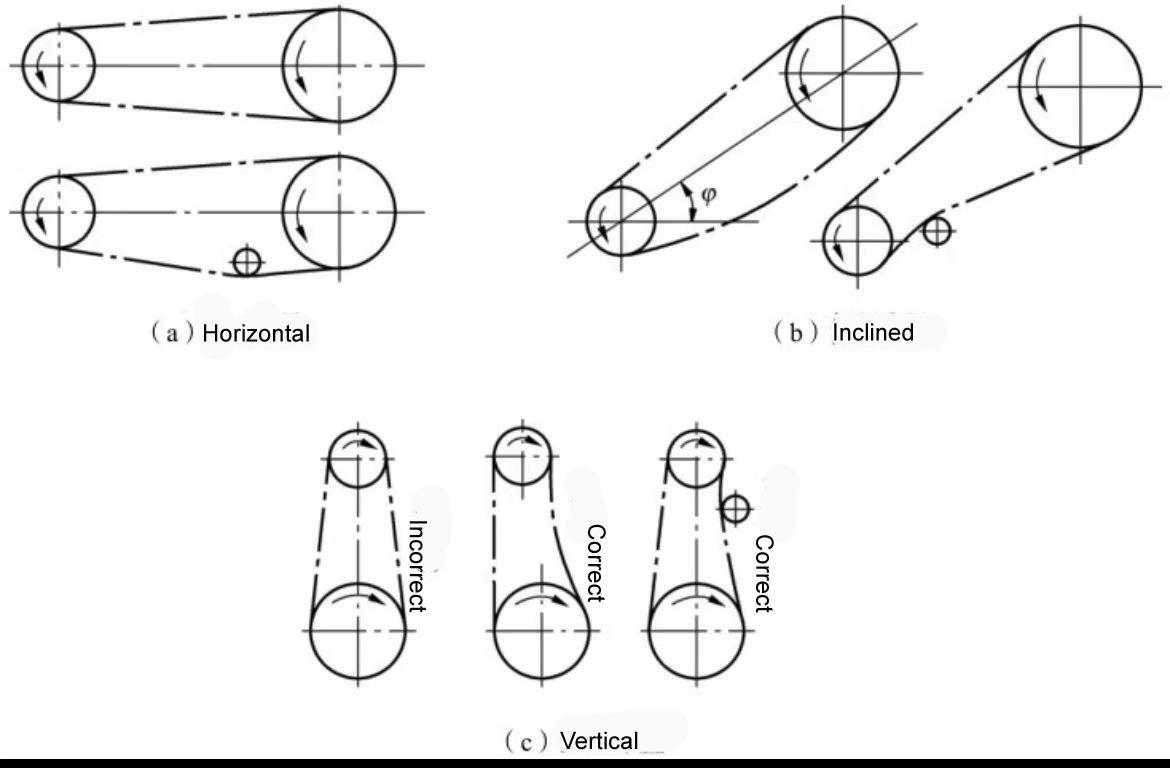
ਖਿਤਿਜੀ ਲੇਆਉਟ: ਇਹ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਦੋਵਾਂ ਸਪਰੋਕੇਟਾਂ ਦੇ ਘੁੰਮਣ ਵਾਲੇ ਪਲੇਨ ਇੱਕੋ ਲੰਬਕਾਰੀ ਪਲੇਨ ਦੇ ਅੰਦਰ ਇਕਸਾਰ ਹਨ ਅਤੇ ਉਹਨਾਂ ਦੇ ਧੁਰੇ ਸਮਾਨਾਂਤਰ ਹਨ ਤਾਂ ਜੋ ਚੇਨ ਦੇ ਟੁੱਟਣ ਅਤੇ ਅਸਧਾਰਨ ਘਿਸਾਅ ਨੂੰ ਰੋਕਿਆ ਜਾ ਸਕੇ।
ਝੁਕਿਆ ਹੋਇਆ ਲੇਆਉਟ: ਦੋ ਸਪਰੋਕੇਟਾਂ ਦੀਆਂ ਕੇਂਦਰੀ ਰੇਖਾਵਾਂ ਅਤੇ ਖਿਤਿਜੀ ਰੇਖਾ ਦੇ ਵਿਚਕਾਰ ਕੋਣ ਨੂੰ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਛੋਟਾ ਰੱਖੋ, ਆਦਰਸ਼ਕ ਤੌਰ 'ਤੇ 45° ਤੋਂ ਘੱਟ, ਤਾਂ ਜੋ ਹੇਠਲੇ ਸਪਰੋਕੇਟ ਦੀ ਮਾੜੀ ਸ਼ਮੂਲੀਅਤ ਤੋਂ ਬਚਿਆ ਜਾ ਸਕੇ।
ਲੰਬਕਾਰੀ ਖਾਕਾ: ਦੋ ਸਪਰੋਕੇਟਾਂ ਦੀਆਂ ਕੇਂਦਰੀ ਰੇਖਾਵਾਂ ਨੂੰ 90° ਦੇ ਕੋਣ 'ਤੇ ਰੱਖਣ ਤੋਂ ਬਚੋ; ਇਸ ਦੀ ਬਜਾਏ, ਉੱਪਰਲੇ ਅਤੇ ਹੇਠਲੇ ਸਪਰੋਕੇਟਾਂ ਨੂੰ ਥੋੜ੍ਹਾ ਜਿਹਾ ਇੱਕ ਪਾਸੇ ਰੱਖੋ।
ਚੇਨ ਪੋਜੀਸ਼ਨਿੰਗ: ਬਹੁਤ ਜ਼ਿਆਦਾ ਢਿੱਲੇਪਣ ਤੋਂ ਬਚਣ ਲਈ ਚੇਨ ਦੇ ਤੰਗ ਪਾਸੇ ਨੂੰ ਉੱਪਰ ਅਤੇ ਢਿੱਲੇ ਪਾਸੇ ਨੂੰ ਹੇਠਾਂ ਰੱਖੋ, ਜਿਸ ਨਾਲ ਸਪਰੋਕੇਟ ਦੰਦਾਂ ਵਿੱਚ ਵਿਘਨ ਪੈ ਸਕਦਾ ਹੈ।
ਅਨੁਕੂਲ ਪ੍ਰਦਰਸ਼ਨ ਲਈ ਤਣਾਅ
ਬਹੁਤ ਜ਼ਿਆਦਾ ਢਿੱਲੇਪਣ ਨੂੰ ਰੋਕਣ ਲਈ ਚੇਨ ਡਰਾਈਵ ਦਾ ਸਹੀ ਟੈਂਸ਼ਨਿੰਗ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ, ਜਿਸ ਨਾਲ ਮਾੜੀ ਸ਼ਮੂਲੀਅਤ ਅਤੇ ਵਾਈਬ੍ਰੇਸ਼ਨ ਹੋ ਸਕਦੀ ਹੈ। ਜਦੋਂ ਦੋ ਸਪਰੋਕੇਟਾਂ ਦੇ ਧੁਰਿਆਂ ਵਿਚਕਾਰ ਕੋਣ 60° ਤੋਂ ਵੱਧ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਆਮ ਤੌਰ 'ਤੇ ਇੱਕ ਟੈਂਸ਼ਨਿੰਗ ਡਿਵਾਈਸ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਟੈਂਸ਼ਨਿੰਗ ਦੇ ਕਈ ਤਰੀਕੇ ਹਨ, ਜਿਨ੍ਹਾਂ ਵਿੱਚੋਂ ਸਭ ਤੋਂ ਆਮ ਹੈ ਸੈਂਟਰ ਦੂਰੀ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ ਅਤੇ ਟੈਂਸ਼ਨਿੰਗ ਡਿਵਾਈਸਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨਾ। ਜੇਕਰ ਸੈਂਟਰ ਦੂਰੀ ਐਡਜਸਟੇਬਲ ਹੈ, ਤਾਂ ਤੁਸੀਂ ਲੋੜੀਂਦੇ ਟੈਂਸ਼ਨ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਇਸਨੂੰ ਸੋਧ ਸਕਦੇ ਹੋ। ਜੇਕਰ ਨਹੀਂ, ਤਾਂ ਟੈਂਸ਼ਨ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਲਈ ਇੱਕ ਟੈਂਸ਼ਨਿੰਗ ਵ੍ਹੀਲ ਜੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਇਸ ਪਹੀਏ ਨੂੰ ਛੋਟੇ ਸਪ੍ਰੋਕੇਟ ਦੇ ਢਿੱਲੇ ਪਾਸੇ ਦੇ ਨੇੜੇ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਇਸਦਾ ਵਿਆਸ ਛੋਟੇ ਸਪ੍ਰੋਕੇਟ ਦੇ ਸਮਾਨ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਲੁਬਰੀਕੇਸ਼ਨ ਦੀ ਮਹੱਤਤਾ
ਚੇਨ ਡਰਾਈਵਾਂ ਦੇ ਸਰਵੋਤਮ ਪ੍ਰਦਰਸ਼ਨ ਲਈ ਲੁਬਰੀਕੇਸ਼ਨ ਜ਼ਰੂਰੀ ਹੈ, ਖਾਸ ਕਰਕੇ ਹਾਈ-ਸਪੀਡ ਅਤੇ ਹੈਵੀ-ਲੋਡ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ। ਸਹੀ ਲੁਬਰੀਕੇਸ਼ਨ ਘਸਾਈ ਨੂੰ ਕਾਫ਼ੀ ਹੱਦ ਤੱਕ ਘਟਾਉਂਦਾ ਹੈ, ਪ੍ਰਭਾਵ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ, ਲੋਡ ਸਮਰੱਥਾ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ, ਅਤੇ ਚੇਨ ਦੀ ਉਮਰ ਵਧਾਉਂਦਾ ਹੈ। ਇਸ ਲਈ, ਕੁਸ਼ਲ ਸੰਚਾਲਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਢੁਕਵੇਂ ਲੁਬਰੀਕੇਸ਼ਨ ਵਿਧੀ ਅਤੇ ਲੁਬਰੀਕੈਂਟ ਦੀ ਕਿਸਮ ਦੀ ਚੋਣ ਕਰਨਾ ਬਹੁਤ ਜ਼ਰੂਰੀ ਹੈ।
ਲੁਬਰੀਕੇਸ਼ਨ ਦੇ ਤਰੀਕੇ:
ਨਿਯਮਤ ਹੱਥੀਂ ਲੁਬਰੀਕੇਸ਼ਨ: ਇਸ ਵਿਧੀ ਵਿੱਚ ਚੇਨ ਦੇ ਢਿੱਲੇ ਪਾਸੇ ਦੇ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਲਿੰਕ ਪਲੇਟਾਂ ਦੇ ਵਿਚਕਾਰਲੇ ਪਾੜੇ 'ਤੇ ਤੇਲ ਲਗਾਉਣ ਲਈ ਇੱਕ ਤੇਲ ਦੇ ਡੱਬੇ ਜਾਂ ਬੁਰਸ਼ ਦੀ ਵਰਤੋਂ ਸ਼ਾਮਲ ਹੈ। ਇਹ ਕੰਮ ਪ੍ਰਤੀ ਸ਼ਿਫਟ ਵਿੱਚ ਇੱਕ ਵਾਰ ਕਰਨ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਵਿਧੀ v ≤ 4 m/s ਦੀ ਚੇਨ ਸਪੀਡ ਵਾਲੀਆਂ ਗੈਰ-ਨਾਜ਼ੁਕ ਡਰਾਈਵਾਂ ਲਈ ਢੁਕਵੀਂ ਹੈ।
ਡ੍ਰਿੱਪ ਆਇਲ ਫੀਡ ਲੁਬਰੀਕੇਸ਼ਨ: ਇਸ ਸਿਸਟਮ ਵਿੱਚ ਇੱਕ ਸਧਾਰਨ ਬਾਹਰੀ ਕੇਸਿੰਗ ਹੈ, ਜਿੱਥੇ ਤੇਲ ਨੂੰ ਇੱਕ ਤੇਲ ਕੱਪ ਅਤੇ ਪਾਈਪ ਰਾਹੀਂ ਢਿੱਲੇ ਪਾਸੇ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਲਿੰਕ ਪਲੇਟਾਂ ਦੇ ਵਿਚਕਾਰਲੇ ਪਾੜੇ ਵਿੱਚ ਟਪਕਾਇਆ ਜਾਂਦਾ ਹੈ। ਸਿੰਗਲ-ਰੋਅ ਚੇਨਾਂ ਲਈ, ਤੇਲ ਸਪਲਾਈ ਦਰ ਆਮ ਤੌਰ 'ਤੇ ਪ੍ਰਤੀ ਮਿੰਟ 5-20 ਬੂੰਦਾਂ ਹੁੰਦੀ ਹੈ, ਵੱਧ ਗਤੀ 'ਤੇ ਵੱਧ ਤੋਂ ਵੱਧ ਮੁੱਲ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਇਹ ਵਿਧੀ v ≤ 10 ਮੀਟਰ/ਸਕਿੰਟ ਦੀ ਚੇਨ ਸਪੀਡ ਵਾਲੀਆਂ ਡਰਾਈਵਾਂ ਲਈ ਢੁਕਵੀਂ ਹੈ।
ਤੇਲ ਇਸ਼ਨਾਨ ਲੁਬਰੀਕੇਸ਼ਨ: ਇਸ ਵਿਧੀ ਵਿੱਚ, ਇੱਕ ਗੈਰ-ਲੀਕ ਹੋਣ ਵਾਲਾ ਬਾਹਰੀ ਕੇਸਿੰਗ ਚੇਨ ਨੂੰ ਇੱਕ ਸੀਲਬੰਦ ਤੇਲ ਭੰਡਾਰ ਵਿੱਚੋਂ ਲੰਘਣ ਦਿੰਦਾ ਹੈ। ਚੇਨ ਨੂੰ ਬਹੁਤ ਡੂੰਘਾਈ ਨਾਲ ਡੁੱਬਣ ਤੋਂ ਬਚਣ ਲਈ ਧਿਆਨ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ, ਕਿਉਂਕਿ ਬਹੁਤ ਜ਼ਿਆਦਾ ਡੁੱਬਣ ਨਾਲ ਅੰਦੋਲਨ ਕਾਰਨ ਤੇਲ ਦਾ ਮਹੱਤਵਪੂਰਨ ਨੁਕਸਾਨ ਹੋ ਸਕਦਾ ਹੈ ਅਤੇ ਤੇਲ ਜ਼ਿਆਦਾ ਗਰਮ ਹੋ ਸਕਦਾ ਹੈ ਅਤੇ ਖਰਾਬ ਹੋ ਸਕਦਾ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ 6-12 ਮਿਲੀਮੀਟਰ ਦੀ ਡੁੱਬਣ ਡੂੰਘਾਈ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਕਿ ਇਸ ਵਿਧੀ ਨੂੰ v = 6-12 ਮੀਟਰ/ਸਕਿੰਟ ਦੀ ਚੇਨ ਸਪੀਡ ਵਾਲੀਆਂ ਡਰਾਈਵਾਂ ਲਈ ਢੁਕਵਾਂ ਬਣਾਉਂਦੀ ਹੈ।
ਸਪਲੈਸ਼ ਤੇਲ ਫੀਡ ਲੁਬਰੀਕੇਸ਼ਨ: ਇਹ ਤਕਨੀਕ ਇੱਕ ਸੀਲਬੰਦ ਕੰਟੇਨਰ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ ਜਿੱਥੇ ਇੱਕ ਸਪਲੈਸ਼ ਪਲੇਟ ਦੁਆਰਾ ਤੇਲ ਛਿੜਕਿਆ ਜਾਂਦਾ ਹੈ। ਫਿਰ ਤੇਲ ਨੂੰ ਕੇਸਿੰਗ 'ਤੇ ਇੱਕ ਤੇਲ ਇਕੱਠਾ ਕਰਨ ਵਾਲੇ ਯੰਤਰ ਰਾਹੀਂ ਚੇਨ ਵੱਲ ਭੇਜਿਆ ਜਾਂਦਾ ਹੈ। ਸਪਲੈਸ਼ ਪਲੇਟ ਦੀ ਡੁੱਬਣ ਦੀ ਡੂੰਘਾਈ 12-15 ਮਿਲੀਮੀਟਰ 'ਤੇ ਬਣਾਈ ਰੱਖੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਲੁਬਰੀਕੇਸ਼ਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸਪਲੈਸ਼ ਪਲੇਟ ਦੀ ਗਤੀ 3 ਮੀਟਰ/ਸਕਿੰਟ ਤੋਂ ਵੱਧ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
ਪ੍ਰੈਸ਼ਰ ਲੁਬਰੀਕੇਸ਼ਨ: ਇਸ ਉੱਨਤ ਵਿਧੀ ਵਿੱਚ, ਤੇਲ ਪੰਪ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਚੇਨ 'ਤੇ ਤੇਲ ਛਿੜਕਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਨੋਜ਼ਲ ਰਣਨੀਤਕ ਤੌਰ 'ਤੇ ਉਸ ਬਿੰਦੂ 'ਤੇ ਸਥਿਤ ਹੁੰਦੀ ਹੈ ਜਿੱਥੇ ਚੇਨ ਜੁੜਦੀ ਹੈ। ਘੁੰਮਦਾ ਤੇਲ ਨਾ ਸਿਰਫ਼ ਲੁਬਰੀਕੇਟ ਕਰਦਾ ਹੈ ਬਲਕਿ ਇੱਕ ਠੰਢਾ ਪ੍ਰਭਾਵ ਵੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ। ਹਰੇਕ ਨੋਜ਼ਲ ਲਈ ਤੇਲ ਦੀ ਸਪਲਾਈ ਨੂੰ ਸੰਬੰਧਿਤ ਮੈਨੂਅਲ ਨਾਲ ਸਲਾਹ ਕਰਕੇ ਚੇਨ ਪਿੱਚ ਅਤੇ ਗਤੀ ਦੇ ਅਧਾਰ 'ਤੇ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਇਸ ਵਿਧੀ ਨੂੰ v ≥ 8 m/s ਦੀ ਚੇਨ ਸਪੀਡ ਵਾਲੀਆਂ ਉੱਚ-ਪਾਵਰ ਡਰਾਈਵਾਂ ਲਈ ਢੁਕਵਾਂ ਬਣਾਉਂਦਾ ਹੈ।
ਆਪਣੇ ਮਕੈਨੀਕਲ ਸਿਸਟਮਾਂ ਵਿੱਚ ਸਰਵੋਤਮ ਪ੍ਰਦਰਸ਼ਨ ਅਤੇ ਕੁਸ਼ਲਤਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ, ਚੇਨ ਸਪ੍ਰੋਕੇਟ ਚੋਣ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਦੇ ਮਹੱਤਵਪੂਰਨ ਪਹਿਲੂਆਂ ਨੂੰ ਸਮਝਣਾ ਜ਼ਰੂਰੀ ਹੈ। ਆਪਣੀ ਮਸ਼ੀਨਰੀ ਦੀ ਸਫਲਤਾ ਨੂੰ ਮੌਕੇ 'ਤੇ ਨਾ ਛੱਡੋ - ਸੂਚਿਤ ਫੈਸਲੇ ਲਓ ਜੋ ਸਥਾਈ ਨਤੀਜੇ ਦਿੰਦੇ ਹਨ!
ਸਹੀ ਸਮੱਗਰੀ, ਮਾਪ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਦੀਆਂ ਰਣਨੀਤੀਆਂ ਦੀ ਚੋਣ ਕਰਨਾ ਤੁਹਾਡੇ ਕਾਰਜਾਂ ਨੂੰ ਸੁਚਾਰੂ ਅਤੇ ਕੁਸ਼ਲਤਾ ਨਾਲ ਚਲਾਉਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਦੀ ਕੁੰਜੀ ਹੈ। ਇਹਨਾਂ ਕਾਰਕਾਂ ਨੂੰ ਤਰਜੀਹ ਦੇ ਕੇ, ਤੁਸੀਂ ਆਪਣੇ ਉਪਕਰਣਾਂ ਦੀ ਲੰਬੀ ਉਮਰ ਅਤੇ ਭਰੋਸੇਯੋਗਤਾ ਨੂੰ ਵਧਾ ਸਕਦੇ ਹੋ।
ਜੇਕਰ ਤੁਹਾਡੇ ਕੋਲ ਸਪਰੋਕੇਟਸ ਬਾਰੇ ਕੋਈ ਸਵਾਲ ਹਨ ਜਾਂ ਤੁਹਾਨੂੰ ਮਾਹਰ ਮਾਰਗਦਰਸ਼ਨ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਸਾਡੇ ਨਾਲ ਇੱਥੇ ਸੰਪਰਕ ਕਰਨ ਤੋਂ ਝਿਜਕੋ ਨਾexport@cd-goodwill.com. ਸਾਡੀ ਸਮਰਪਿਤ ਟੀਮ ਤੁਹਾਡੀਆਂ ਸਾਰੀਆਂ ਸਪਰੋਕੇਟ ਜ਼ਰੂਰਤਾਂ ਵਿੱਚ ਤੁਹਾਡੀ ਮਦਦ ਕਰਨ ਲਈ ਇੱਥੇ ਹੈ!
ਪੋਸਟ ਸਮਾਂ: ਨਵੰਬਰ-21-2024



